




Фрезерный станок с ЧПУ VMC850B, вертикальный обрабатывающий центр.
Характеристики продукта



1. Общая инструкция
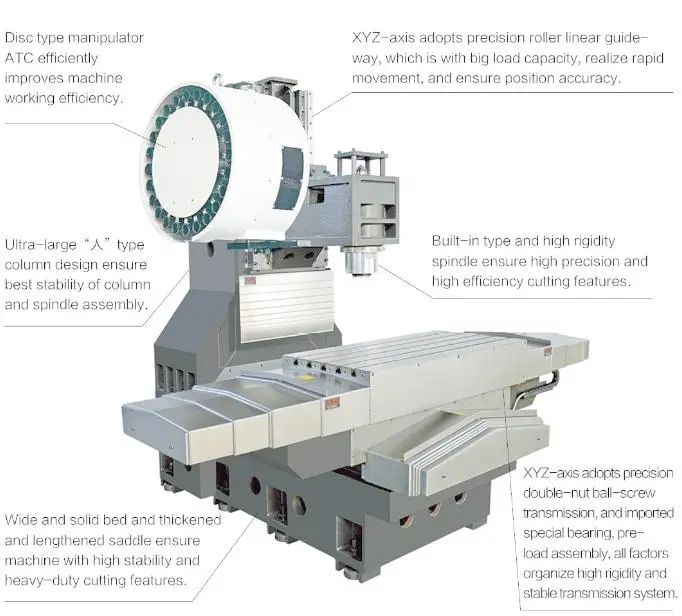
Данная машина имеет вертикальную компоновку рамы. Колонна установлена на корпусе машины, шпиндельный узел перемещается по колонне по оси Z, седловидные направляющие перемещаются по корпусу машины по оси Y, а направляющие рабочего стола перемещаются по седлу по оси X. Все три оси имеют линейные направляющие, обеспечивающие высокую скорость подачи и точность. Для изготовления корпуса, колонны, седла, рабочего стола и шпиндельного узла используется высококачественный серый чугун, обработанный по технологии смоляного песка и прошедший двукратную термическую обработку для устранения внутренних остаточных напряжений материала. Все эти детали оптимизированы с помощью программного обеспечения SolidWorks, что значительно повышает жесткость и стабильность не только этих деталей, но и всей машины. Это также снижает деформацию и вибрацию, вызванные резкой. Важные детали импортированы от всемирно известных производителей, что обеспечивает машине высокую стабильность и долговечность. Эта машина может выполнять процессы фрезерования, сверления, развертывания, расточки, нарезания резьбы и обычно используется в военной, горнодобывающей, автомобильной, литейной, приборостроительной и других отраслях машиностроения. Она может использоваться для высокоточных и сложных технологических процессов. Он хорошо подходит для мелкого и среднего производства, выпускающего широкий ассортимент продукции, а также может быть интегрирован в автоматизированную производственную линию.
2. Трехосевая система
Все три оси имеют линейные направляющие и большую длину пролета для обеспечения высокой точности и долговечности. Двигатели всех трех осей соединены напрямую с высокоточными шариковыми винтами с помощью гибкой муфты без зазоров. Каждый шариковый винт на трех осях изготовлен из высококачественного радиально-контактного шарикового винта и оснащен профессиональными подшипниками. Кроме того, для повышения точности и прецизионности мы предварительно натягиваем шариковые винты. Сервомотор оси Z имеет функцию автоматического торможения. В случае отключения электропитания тормоз двигателя автоматически срабатывает, предотвращая его вращение, что обеспечивает безопасность.
3. Шпиндельный узел
Шпиндель изготавливается профессиональным производителем, что гарантирует высокую точность и жесткость. Подшипник шпинделя — от всемирно известного производителя высокоточных подшипников, сборка производится при постоянной температуре и отсутствии пыли. После этого все шпиндели проходят динамическую балансировку для обеспечения срока службы и надежности. Он оснащен системой защиты от низкого давления воздуха, которая подает воздух низкого давления во внутреннее пространство шпинделя, образуя защитный слой, предотвращающий попадание пыли и охлаждающей жидкости внутрь шпинделя. Благодаря этому подшипник шпинделя работает в чистой среде, что защищает шпиндельный узел и продлевает срок его службы. Скорость вращения шпинделя может изменяться без ступенчатого режима в пределах заданного диапазона, что контролируется внутренним кодом двигателя и обеспечивает ориентацию шпинделя и жесткое нарезание резьбы.
4. Система смены инструмента
Стандартная емкость инструментального магазина этого станка составляет 24 тонны, он установлен на боковой колонне. При смене инструмента инструментальная плита приводится в движение и позиционируется с помощью кулачкового механизма зубофрезерования с электроприводом. После того, как шпиндель достигнет положения смены инструмента, автоматическая смена инструмента (ATC) осуществит смену инструмента и подаст сигнал на инструмент. ATC использует кулачковый механизм зубофрезерования и создает предварительное натяжение, что обеспечивает высокоскоростное вращение и способствует быстрой и точной смене инструмента.
5. Система охлаждения
Станок оснащен мощным вертикальным погружным охлаждающим насосом и резервуаром для воды большой емкости. Скорость вращения охлаждающего насоса составляет 2 м³/ч, что обеспечивает достаточный объем рециркуляционного охлаждения. На торцевой поверхности шпиндельного узла имеется охлаждающая форсунка, позволяющая подавать воздушный и водяной охлаждающий поток для инструмента и заготовок. Для очистки станка и заготовок предусмотрен пневматический пистолет.
6. Пневматическая система
Пневматический блок фильтрует примеси и влагу в источнике газа, предотвращая повреждение и эрозию деталей станка. Блок электромагнитных клапанов, управляемый программой ПЛК, обеспечивает быстрое и правильное выполнение действий по разжиманию инструмента шпинделя, продувке центра шпинделя, зажиму инструмента шпинделя и подаче воздуха для охлаждения шпинделя. При каждой смене инструмента шпиндель из центра шпинделя подается чистый сжатый воздух для очистки внутреннего отверстия шпинделя и хвостовика инструмента, что обеспечивает высокую жесткость соединения шпинделя и инструмента и продлевает срок службы шпинделя.
7. Защита оборудования
Для защиты станка мы используем стандартный защитный кожух, который не только предотвращает разбрызгивание охлаждающей жидкости, но и обеспечивает безопасность работы. Каждая направляющая оснащена защитным кожухом, предотвращающим попадание охлаждающей жидкости и режущей кромки во внутреннее пространство, а также снижающим износ и эрозию направляющей и шарикового винта.
8. Система смазки
Направляющие и шариковый винт оснащены централизованной системой смазки и объемным маслоотделителем в каждом узле, что позволяет подавать масло в фиксированных количествах и в заданное время, обеспечивая смазку каждой поверхности скольжения и снижая производительность. Это повысит точность и увеличит срок службы шарикового винта и направляющих.
9. Система конвейера для стружки
Мы предлагаем стандартное ручное устройство для удаления стружки с простым управлением. Также вы можете выбрать винтовой или шарнирный конвейер для стружки.
| Элемент | Единица | VMC640L | VMC640LH | VMC850L | VMC1000L |
| Рабочий стол | |||||
| Размер рабочего стола | mm | 400×900 | 400×900 | 500×1000 | 500×1200 |
| Т-образный паз (Ш×Г) | mm | 3×18×100 | 3×18×100 | 5×18×100 | 5×18×100 |
| Путешествовать | |||||
| перемещение по оси X | mm | 640 | 640 | 850 | 1000 |
| перемещение по оси Y | mm | 400 | 400 | 500 | 500 |
| перемещение по оси Z | mm | 400 | 500 | 600 | 600 |
| Диапазон обработки | |||||
| Расстояние от центра шпинделя до передней части колонны | mm | 440 | 476 | 572 | 572 |
| Расстояние от конца шпинделя до рабочего стола | mm | 120-520 | 120-620 | 120-720 | 120-720 |
| Размеры машины | |||||
| Д×Ш×В | mm | 2200×2100×2500 | 2200×2100×2550 | 2540×2320×2780 | 3080×2320×2780 |
| Вес машины | |||||
| Максимальная грузоподъемность рабочего стола | kg | 350 | 350 | 500 | 600 |
| Вес машины | kg | 3900 | 4100 | 5200 | 5600 |
| Шпиндель | |||||
| конусность отверстия шпинделя | БТ40 | БТ40 | БТ40 | БТ40 | |
| Мощность шпинделя | kw | 5.5 | 5.5 | 7,5/11 | 7,5/11 |
| Максимальная скорость вращения шпинделя | об/мин | 8000/10000 | 8000/10000 | 8000/10000 | 8000/10000 |
| Подача (прямой привод) | |||||
| Максимальная скорость подачи | Мм/мин | 10000 | 12000 | 12000 | 12000 |
| Высокая скорость подачи (X/Y/Z) | м/мин | 20/20/10 | 30/30/24 | 32/32/30 | 32/32/30 |
| Шариковый винт (диаметр + ход) | |||||
| Шариковый винт оси X | 3210 | 3212 | 4016 | 4016 | |
| Шариковый винт оси Y | 3210 | 3212 | 4016 | 4016 | |
| Шариковый винт оси Z | 3210 | 4012 | 4016 | 4016 | |
| Журнал «Инструменты» | |||||
| емкость магазина инструментов | T | 16 | 16 | 24 | 24 |
| Время смены инструмента | s | 2.5 | 2.5 | 2.5 | 2.5 |
| Точность позиционирования (национальный стандарт) | |||||
| Точность позиционирования (X/Y/Z) | mm | 0,008 | 0,008 | 0,008 | 0,008 |
| Точность позиционирования (X/Y/Z) | mm | 0,005 | 0,005 | 0,005 | 0,005 |
| НЕТ. | Имя | Бренд |
| 1 | Система ЧПУ | Система Siemens 808D |
| 2 | Главный двигатель | Полный комплект привода Siemens, включая серводвигатель. |
| 3 | Двигатель осей X/Y/Z, драйвер | Сейменс |
| 4 | Шариковый винт | Хивин или PMI (Тайвань) |
| 5 | Шариковинтовой подшипник | NSK (Япония) |
| 6 | Линейные направляющие | Хивин или PMI (Тайвань) |
| 7 | шпиндельный двигатель | POSA/ROYAL (Тайвань) |
| 8 | теплообменник | Тайпин/Тунфэй (совместное предприятие) |
| 9 | Основные компоненты системы смазки | Протон (совместное предприятие) |
| 10 | Основные компоненты пневматической системы | AirTAC (Тайвань) |
| 11 | Основные компоненты электрической системы | Шнайдер (Франция) |
| 12 | Водяной насос | Китай |
Категории товаров
-

Радиально-сверлильный станок с частотным преобразователем Z3...
-

Токарный станок с зазором между станиной C6240C, ручной, для обработки металла...
-

Одноколонный плоскофрезерный станок X4020HD
-

Токарный станок с ЧПУ Falco CK6130S с наклонной станиной и 3 осями
-

Энергосберегающий малогабаритный настольный сверлильно-фрезерный станок...
-

Универсальный фрезерный станок ползункового типа X5750